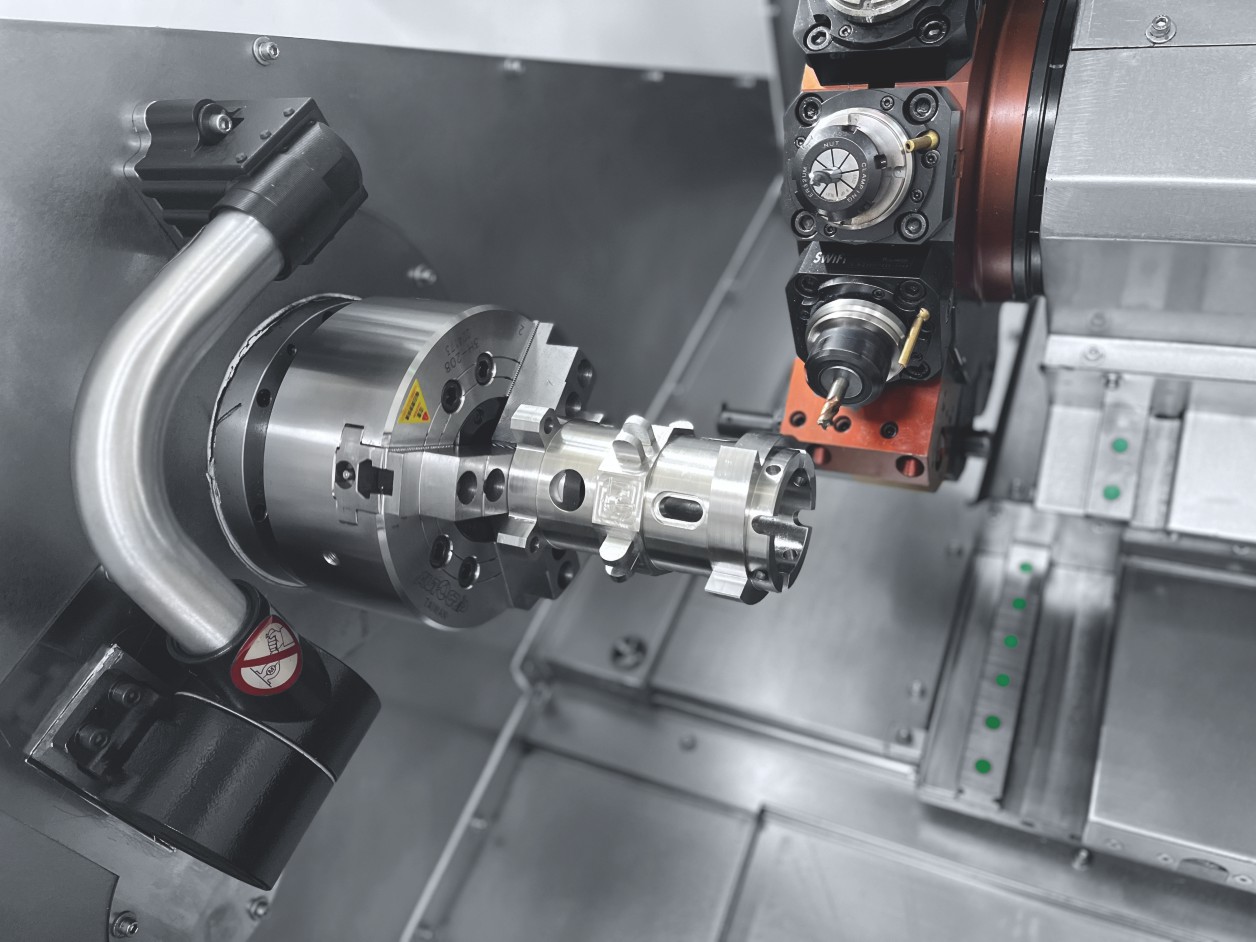
1.待测量工件
本案例中测量的精密管状工件主要用于机械传动系统。其内孔和外圆的尺寸精度和几何公差直接影响设备的装配密封性和运行稳定性,因此必须使用坐标测量机进行全面、精确的检测。
2. 探针配置
该系统采用配备TP20测针模块的雷尼绍PH20五轴分度式接触式测头,并配备纤细的红宝石测针。PH20五轴系统的无限定位功能可灵活接近管状工件的内孔,避免测针干涉。TP20模块具有高灵敏度,能够精确采集内孔和外径的点数据。它兼顾了测量精度和效率,无需频繁更换测针即可完成全特征检测。
3. 夹具工具
采用通用夹具组合进行夹紧,兼容各种管径。它能防止夹紧过程中工件表面受损,确保测量过程中工件稳定不发生位移或变形,并保证测量基准的统一性。
4. 三坐标测量机
选用了一台高精度桥式坐标测量机(CMM),该测量机具备温度补偿功能。此功能可抵消车间环境温度变化对测量精度的影响。该测量机运行平稳,配合PH20测头,能够快速采集管状工件内径、外径等特征的点数据,满足批量检测的要求。
5. 软件操作流程
将管状工件的CAD模型导入软件,以端面和内孔为基准建立工件坐标系,并运行相应的测量程序。测头沿预设路径采集数据,软件实时拟合几何元素并评估几何公差。最终生成包含测量值和公差范围的详细检测报告,便于质量追溯。
该解决方案配备了坐标测量机,能够对复杂的管状铸件进行高效的全尺寸精度检测,确保工件满足设计和装配要求。