Messfall von rohrförmigen Werkstücken auf einer Koordinatenmessmaschine

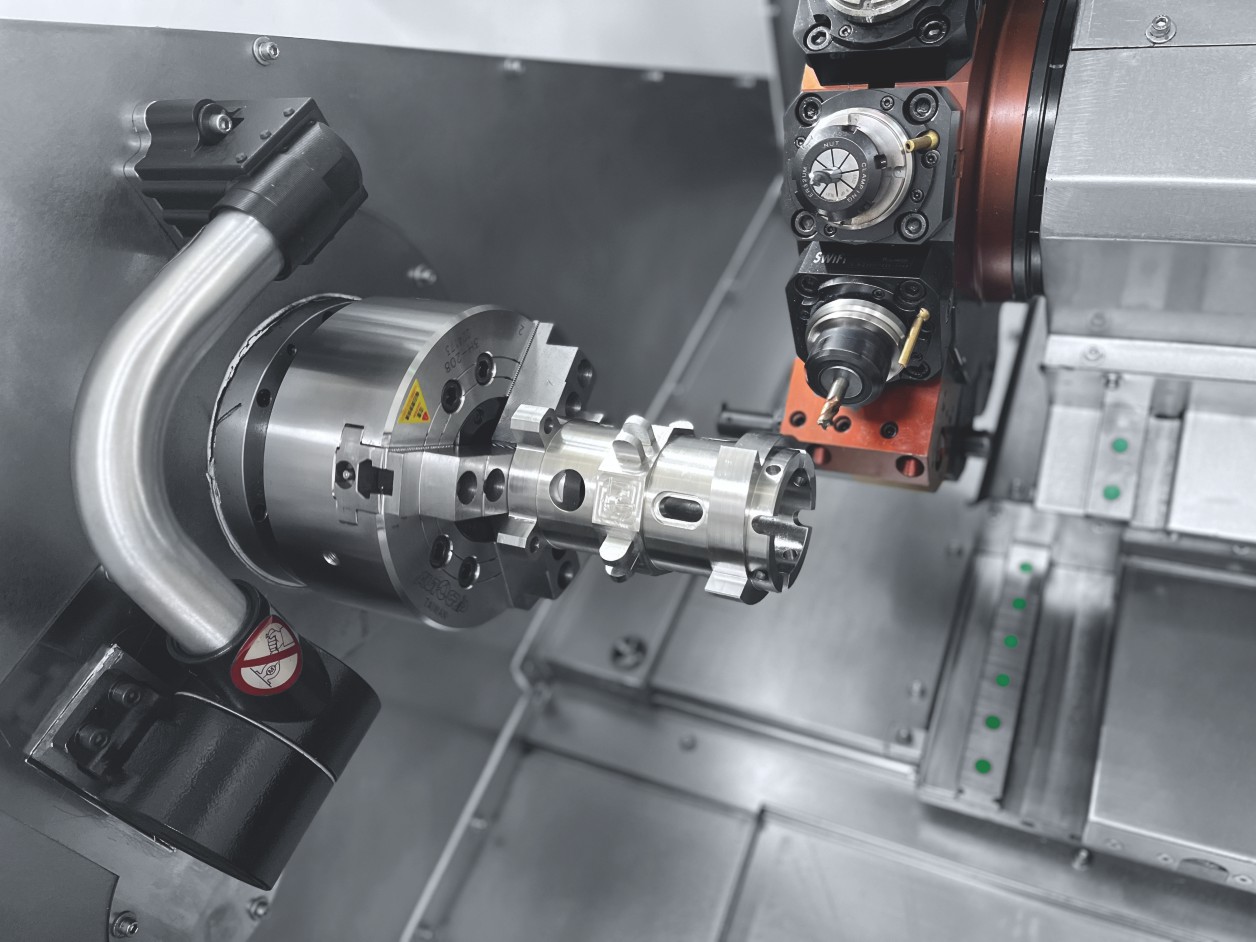
1. Zu vermessendes Werkstück
Das in diesem Fall vermessene Präzisionsrohrwerkstück findet hauptsächlich in mechanischen Getriebesystemen Anwendung. Die Maßgenauigkeit und die geometrischen Toleranzen seiner Innenbohrung und seines Außenumfangs beeinflussen unmittelbar die Dichtheit der Montage und die Betriebsstabilität der Anlage. Daher ist eine umfassende und präzise Prüfung mittels Koordinatenmessmaschine erforderlich.
2. Sondenkonfiguration
Für die Messung wird ein Renishaw PH20 5-Achsen-Indexier-Tastkopf mit TP20-Tastmodul und schlankem Rubin-Tastkopf verwendet. Die stufenlose Positionierfunktion des PH20 5-Achsen-Systems ermöglicht einen flexiblen Zugang zur Innenbohrung des rohrförmigen Werkstücks und verhindert Berührungen des Tastkopfs. Das TP20-Modul zeichnet sich durch hohe Empfindlichkeit aus und ermöglicht die präzise Erfassung von Messdaten für Innen- und Außendurchmesser. Es bietet ein optimales Verhältnis von Messgenauigkeit und Effizienz und ermöglicht so die vollständige Prüfung ohne häufigen Tastkopfwechsel.
3. Spannwerkzeuge
Für die Spannung wird eine universelle Spannvorrichtung verwendet, die mit verschiedenen Rohrdurchmessern kompatibel ist. Sie verhindert Oberflächenbeschädigungen am Werkstück beim Spannen, gewährleistet Stabilität ohne Verschiebung oder Verformung während der Messung und garantiert ein einheitliches Messniveau.
4. Koordinatenmessmaschine
Es wurde eine hochpräzise Brücken-Koordinatenmessmaschine (KMM) mit Temperaturkompensation ausgewählt. Diese Funktion kompensiert den Einfluss von Umgebungstemperaturschwankungen in der Werkstatt auf die Messgenauigkeit. Die Maschine läuft reibungslos und ermöglicht zusammen mit dem PH20-Taster die schnelle Erfassung von Messpunkten für Merkmale wie Innen- und Außendurchmesser von rohrförmigen Werkstücken, wodurch die Anforderungen der Serienprüfung erfüllt werden.
5. Software-Bedienungsverfahren
Importieren Sie das CAD-Modell des rohrförmigen Werkstücks in die Software, legen Sie das Werkstückkoordinatensystem anhand der Stirnfläche und der Innenbohrung als Bezugspunkte fest und starten Sie das entsprechende Messprogramm. Der Messtaster erfasst Daten entlang des vordefinierten Pfades, während die Software geometrische Elemente anpasst und geometrische Toleranzen in Echtzeit auswertet. Abschließend wird ein detaillierter Prüfbericht mit Messwerten und Toleranzbereichen erstellt, der die Rückverfolgbarkeit der Qualität gewährleistet.
Diese Lösung, ausgestattet mit einer Koordinatenmessmaschine, ermöglicht eine effiziente Prüfung der vollen Maßgenauigkeit komplexer Rohrgussteile und gewährleistet so, dass die Werkstücke den Konstruktions- und Montageanforderungen entsprechen.