Une entreprise russe spécialisée dans la transformation de machines lourdes pour l'aéronautique est fortement impliquée dans les secteurs de l'aérospatiale et des engins de chantier. Elle se concentre sur la production en série de pièces forgées essentielles pour moteurs d'avion, de pièces moulées pour structures de fuselage et de composants clés pour engins de chantier. Ses produits sont largement utilisés dans les projets de fabrication d'équipements de pointe en Russie. En tant que fournisseur majeur de la chaîne de valeur de l'industrie aéronautique, les pièces en acier forgé et en fonte qu'elle produit se caractérisent généralement par leurs dimensions importantes (jusqu'à plusieurs tonnes), leur structure complexe et hétérogène, et doivent être conformes aux normes nationales russes.
I. Principaux points faibles du mode de détection initial
1. Forte inefficacité, inadaptée au rythme de la production de masse : le fonctionnement manuel exige l’ensemble du processus suivant : « mise au point manuelle → remplacement manuel de l’indenteur → chargement manuel → observation visuelle de l’empreinte → mesure manuelle du diamètre de l’empreinte dans l’oculaire du micromètre → calcul de la dureté ». Un seul contrôle prend plus de deux minutes. Pour les besoins de la production de masse, cette étape de contrôle constitue un goulot d’étranglement, entraînant fréquemment des retards de livraison.
2. Faible stabilité des données et risques importants liés au contrôle qualité : la mesure manuelle repose sur l’expérience de l’opérateur, ce qui entraîne des problèmes fréquents tels que des écarts de positionnement des empreintes et des erreurs de lecture visuelle. L’erreur de répétabilité des données dépasse ±5 %, et il est impossible de couvrir efficacement les zones de structure non homogène des pièces forgées et moulées (les grandes empreintes doivent couvrir de plus grandes surfaces de matériau pour garantir la représentativité des données) ;
3. Absence de système de traçabilité : les données de détection reposent sur des documents papier et ne peuvent être associées à l’ensemble des éléments liés à la main-d’œuvre, aux machines, aux matériaux, aux méthodes, à l’environnement et aux mesures. En cas de litige relatif à la qualité, il est impossible d’en identifier rapidement la cause profonde.
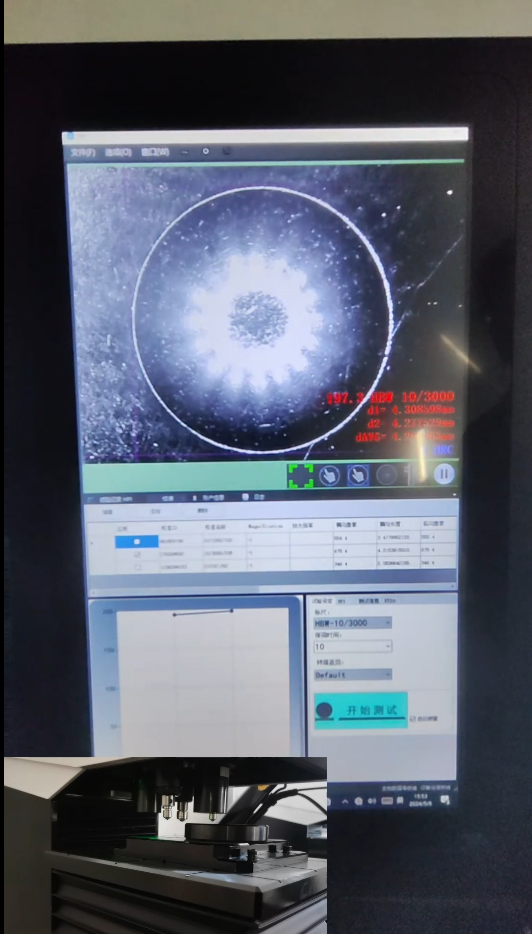
Le duromètre Brinell entièrement automatique DILAMA à 6 stations est équipé d'une tourelle automatique à 6 stations reliées entre elles. Il assure le positionnement, le chargement et la mise au point automatiques pour la mesure de l'indentation, sans aucune intervention manuelle. L'efficacité de détection est ainsi augmentée de 300 % et la répétabilité des données de test est conforme aux normes spécifiées. Le positionnement laser et la reconnaissance visuelle par IA réduisent considérablement les erreurs humaines, ce qui le rend idéal pour le contrôle aléatoire rapide de grandes pièces brutes telles que l'acier forgé et la fonte. Il prend en charge une interface bilingue russe-anglais, le stockage automatique des données, une alarme en cas de pièce non conforme et la génération de rapports standard, répondant ainsi parfaitement aux exigences de traçabilité qualité pour les applications locales en Russie et les exportations de l'UE. À ce jour, l'équipement fonctionne de manière stable, aidant les utilisateurs à améliorer leur capacité de production et à contrôler rigoureusement la qualité de leurs produits. Il est devenu une solution de test de dureté automatique rentable et extrêmement fiable pour les ateliers d'usinage russes.





