Ein russisches Unternehmen, das sich auf die Verarbeitung von Schwermaschinen für die Luftfahrt spezialisiert hat, ist seit vielen Jahren in der Luft- und Raumfahrtindustrie sowie im Maschinenbau tätig und konzentriert sich auf die Serienfertigung von wichtigen Triebwerks-Schmiedeteilen, Rumpfstruktur-Gussteilen und Kernkomponenten für Schwermaschinen. Seine Produkte finden breite Anwendung in russischen High-End-Anlagenbauprojekten. Als wichtiger Zulieferer in der industriellen Wertschöpfungskette der Luftfahrtindustrie zeichnen sich die vom Unternehmen hergestellten Schmiede- und Gusseisenteile in der Regel durch große Abmessungen (Einzelgewicht bis zu mehreren Tonnen), komplexe und inhomogene Strukturen aus und müssen den russischen nationalen Normen entsprechen.
I. Zentrale Schwachstellen des ursprünglichen Erkennungsmodus
1. Erhebliche Ineffizienz, die sich nicht an den Rhythmus der Massenproduktion anpassen lässt: Die manuelle Bedienung erfordert den gesamten Prozess „manuelles Fokussieren → manueller Eindringkörperwechsel → manuelle Belastung → visuelle Beobachtung des Eindrucks → manuelle Messung des Eindruckdurchmessers im Mikrometerokular → Berechnung des Härtewertes“. Eine einzelne Messung dauert mehr als zwei Minuten. Für die Massenproduktion stellt dieser Messschritt einen Engpass dar und führt häufig zu Lieferverzögerungen.
2. Geringe Datenstabilität und erhebliche Risiken für die Qualitätskontrolle: Manuelle Messungen sind von der Erfahrung des Bedieners abhängig, was häufig zu Problemen wie Abweichungen bei der Positionierung der Eindrücke und visuellen Ablesefehlern führt. Der Wiederholfehler der Daten beträgt mehr als ±5 %, und es ist unmöglich, die inhomogenen Bereiche von Schmiede- und Gussteilen effektiv zu erfassen (große Eindrücke müssen größere Materialbereiche abdecken, um die Repräsentativität der Daten zu gewährleisten);
3. Fehlendes Rückverfolgbarkeitssystem: Die Messdaten basieren auf Papieraufzeichnungen und können nicht allen Elementen von „Mensch, Maschine, Material, Methode, Umgebung und Messung“ zugeordnet werden. Bei Qualitätsstreitigkeiten lässt sich die Ursache des Problems nicht schnell ermitteln.
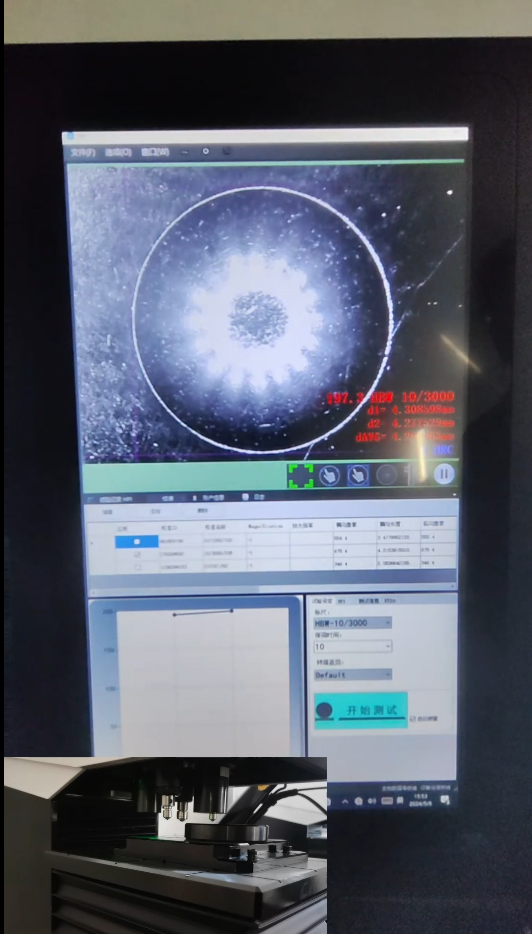
Das vollautomatische Brinell-Härteprüfgerät von DILAMA mit 6 Stationen ist mit einem automatischen 6-Stationen-Revolver ausgestattet. Dieser ermöglicht automatisches Positionieren, Beladen und Fokussieren für die Eindruckmessung und arbeitet dabei völlig wartungsfrei. Die Prüfeffizienz wurde um 300 % gesteigert, und die Wiederholgenauigkeit der Prüfdaten entspricht konstant den vorgegebenen Normen. Laserpositionierung und KI-gestützte Bilderkennung reduzieren menschliche Fehler erheblich und machen das Gerät ideal für die schnelle Stichprobenprüfung großer, rauer Werkstücke wie Schmiedestahl und Gusseisen. Es bietet eine russisch-englische Benutzeroberfläche, automatische Datenspeicherung, Alarm bei fehlerhaften Werkstücken und die Ausgabe von Standardberichten. Damit erfüllt es die Anforderungen an die Rückverfolgbarkeit der Qualität für Anwendungen in Russland und den Export in die EU. Das Gerät arbeitet seit Jahren zuverlässig und unterstützt Anwender bei der Steigerung der Produktionskapazität und der strengen Qualitätskontrolle. Es hat sich als kostengünstige und äußerst zuverlässige Lösung für die automatische Härteprüfung in russischen Fertigungsbetrieben etabliert.
